Probleemoplosser: soldeerkwaliteit
Met solderen wordt een verbinding gemaakt die dezelfde sterkte heeft als het RHEINZINK materiaal zelf. Als een soldeernaad kapot is, kan dit verschillende oorzaken hebben. Te snel solderen zorgt voor onvoldoende warmtetoevoer en daardoor wordt de soldeernaad onvoldoende gevuld. Het gevolg is een zwakke soldeerverbinding.
Een goed gesoldeerde soldeernaad is volledig doorgevloeid, een dikke soldeernaad op de naad zegt dus niets over de kwaliteit van de soldeernaad. Te langzaam solderen zorgt voor oxidatie van de soldeerbout, wat als gevolg heeft dat de warmteopslag en warmteoverdracht verslechtert. Een ander gevolg is het licht inbranden van het zink.
Oplossing
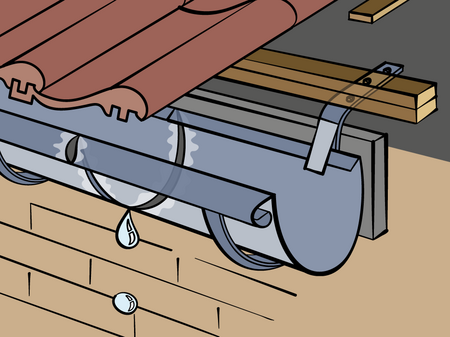
Indien een soldeernaad kapot is, kan dit als oorzaak slecht soldeerwerk zijn. Het kan echter ook zo zijn dat er problemen zijn met expansie: dit zorgt voor spanning in de goot en zal zich openbaren ter plaatse van de soldeernaad. Kijk goed of de soldeernaad kapot is, of juist het materiaal vlak ernaast. Dit laatste wordt veroorzaakt door het niet goed verwijderen van het soldeermiddel na het solderen, waardoor het zink is verzwakt.
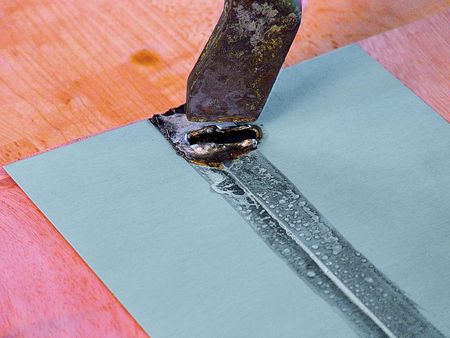
Afhankelijk van de staat van het zinkwerk kan de soldeernaad hersteld worden. Bij het herstellen van een bestaande naad moet het zink geheel 'kaal' worden opgeschuurd. Gebruik ZD-Spezial soldeermiddel om het oppervlak goed schoon te krijgen. Na het solderen moet de soldeernaad met een natte spons of doek worden gereinigd.
Indien het zink teveel is aangetast (te dun en/of te onregelmatig van oppervlak) waardoor een goed soldeernaad niet meer te maken is, zal de goot, of een deel hiervan, vervangen moeten worden.
Tips

Te gebruiken materiaal
- Vloeimiddel Z-04 voor RHEINZINK walsblank materiaal
- Vloeimiddel ZD-pro RHEINZINK blue-grey en RHEINZINK graphite-grey (graphite-grey altijd eerst opschuren)
- Vloeimiddel Power surface voor RHEINZINK GRANUM basalte
- Soldeerbout (hamerbout) gewicht 500 gram
- Vochtige doek voor reiniging gesoldeerd oppervlak
Uitvoering
- RHEINZINK hoeft niet ontvet en/of opgeschuurd te worden, omdat RHEINZINK met een olie-arme emulsie gewalst is.
- Het zink moet bij de soldeernaad een overlap hebben van minimaal 10 mm en maximaal 20 mm, de tussenruimte bij de soldeernaad moet zo klein mogelijk gehouden worden (maximaal 0,5 mm)
- Het is belangrijk bij het hanteren van de soldeerbout voortdurend stevige druk uit te oefenen om de soldeernaad zo nauw mogelijk te houden. Op ontoegankelijke plaatsen kan een aandrukhoutje gebruikt worden.
RHEINZINK organiseert geregeld algemene zinkverwerkingscursussen, waar solderen uitgebreid wordt behandeld
Heb je nog vragen?
Misschien is het nog niet helemaal duidelijk wat er aan de hand is. Geen probleem, neem contact met ons op voor verder technisch advies.
Zoek een installateur
Ben je op zoek naar een goed gekwalificeerde installateur voor je zinkwerk? Wij kunnen geheel vrijblijvend een vakbekwame installateur in de regio aanbevelen.